问题分诊室



点赞
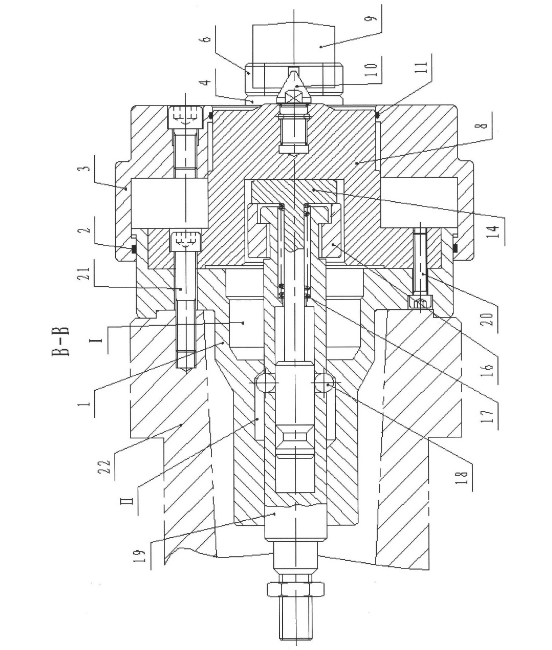
伸缩式卡盘
发布时间:2022-07-25
基本信息
- 合作方式: 技术转让
- 成果类型:
价格
双方协商
行业领域
高端装备制造产业,智能制造装备产业
成果描述
在普通机床、数控机床上加工轴类零件时,卡盘是夹持工件的主要工具随着数控机 床的迅速发展,在数控机床、尤其是车削中心上加工轴类零件,可以一次装夹完成粗、 精以及钻、铣、攻等多道序,但是,目前轴类零件的夹持方式仍然釆用一端卡盘、一端 顶尖的形式,这种方式有两种加工工艺:一是将工件在卡盘端的一端留出工艺夹头,一 夹一顶进行加工,待完工后再切除工艺夹头;二是将工件两端分别打出中心孔,一夹一 顶进行加工,待加工完成端后,再调头加工另一端。这两种加工工艺都存有弊端:前者费 料费工;后者良费时间、损失零件精度。
成果资料


 下载app
下载app
Copyright © 2022 中国科学技术协会 版权所有 | 京ICP备16016202号-20