点赞
一种多色调图案转印混凝土材料制备关键技术
发布时间:2022-06-24
基本信息
- 合作方式: 技术转让
- 成果类型:
价格
双方协商
行业领域
新材料产业,制造业
成果描述
多色调图案转印混凝土的制备方法
技术领域
本发明涉及混凝土装饰领域,具体涉及一种多色调图案转印混凝土的制备方法。
背景技术
转印混凝土是一种通过缓凝技术使得混凝土表面图案部分的骨料露出从而形成图案的装饰混凝土。其特征在于图案精细复杂,可随意变化,相比于普通装饰材料,转印混凝土能给建筑设计师极大的创造空间,能达到极好的艺术效果。所以转印混凝土的发展越来越迅速,应用范围越来越大。
转印混凝土的制作方法是将缓凝剂按一定图案印在基膜上,在基膜上浇筑混凝土,待混凝土硬化后揭开基膜,用水冲刷混凝土表面得到相应图案。目前已经有部分学者对转印混凝土进行了研究。姜熙提出,可以将缓凝剂按设计的图案喷涂到PVC薄膜上,将薄膜有图案的一面朝上浇筑混凝土,待混凝土浆料凝固后,拆模并揭开PVC薄膜,用水枪冲洗混凝土表面,使其露出图案。博德何福斌采用丝网印刷技术将液态缓凝剂按照图案均匀精细地印刷在了基膜上,使用印刷技术将缓凝剂打印到基膜上,制作方法简单有效。但目前的转印混凝土只具有黑白图案,装饰效果有限。公开号CN108314929A(公开日期2018年7月24日)公开了一种彩色转印图案水泥制品的制备方法,1)将不同种缓凝剂或者不同浓度的缓凝剂分别与不同颜色油墨、稳定剂、水混合,得到不同缓凝作用的转印油墨;2)将所需图案水平翻转180度,并使用转印油墨绘制到转印载体上;3)将不同颜色的水泥混合物分层浇筑到转印载体上,养护后脱模,则不同缓凝作用的转印油墨附着在水泥制品表面,水泥制品表面形成转印图案并且水泥制品表面缓凝程度不同;4)用水冲刷上述水泥制品表面,不同缓凝程度的水泥制品表面显现出不同的颜色,形成彩色的复杂图案,即得到彩色转印图案水泥制品。该专利申请提供一种彩色转印图案水泥制品的方法,但仍存在以下问题:(1)工艺复杂:需要单独配制不同颜色的转印油墨并分区印刷,单独配制不同颜色的水泥混合物分层浇筑,工艺步骤多、工艺操作水平要求高;(2)表面颜色易扩散,由于转印油墨具有不同颜色,相互之间容易扩散,导致制品表面颜色边界混杂不清,图案精细程度低;(3)水泥混合物分层浇筑静置硬化过程中,受重力作用影响,颗粒物(如砂)会形成自然分层,细砂下沉,易导致各层颜色混杂,影响制品最终色彩图案的正确呈现,图案精细程度低。
发明内容
本发明的内容是为了解决上述问题,提供一种工艺简单、操作难度低、图案精细程度高的多色调图案转印混凝土的制备方法。
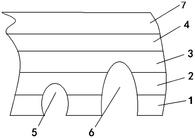
技术方案包括以下步骤:
a、砂的配制:将砂按照大小不同粒径范围进行分级,一种粒径范围对应一种颜色;
b、转印膜的制作:将缓凝剂按照设计图案转印在基膜上,转印图案内缓凝剂浓度依据需要缓凝的深度而变化;
c、浇筑彩色骨料砂浆:将步骤a配制的砂作为细骨料拌制成彩色骨料砂浆,浇筑在转印膜的表面;
d、振动:充分振动彩色骨料砂浆以实现内部分层;
e、浇筑普通砂浆:待彩色骨料砂浆初凝后,在彩色骨料砂浆上再浇筑一层普通砂浆;
f、养护:养护一段时间,得到硬化的混凝土基体;
g、揭开基膜:将基膜从混凝土基体上撕下;
h、水冲洗:用高压水枪冲洗撕下基膜的混凝土基体表面,使得部分骨料露出得到图案。
所述步骤a中,砂可以选自彩色的天然砂或者经人工染色后的砂。
所述步骤a中,同种颜色砂的最大粒径与最小粒径之差不小于0.3mm。
所述步骤b中,所述不同缓凝深度的差值不小于0.3mm。
所述步骤c中,所述彩色骨料砂浆浇筑厚度为3-5mm。
所述步骤c中,所述彩色骨料砂浆的流动度大于130mm。
所述步骤d中,所述彩色骨料砂浆振动时间大于20s。
所述步骤e中,所述普通砂浆的配合比与彩色骨料砂浆相同。
所述步骤a中,不同级配范围中,粒径大的砂选择深色调且密度小,粒径小的砂选择浅色调且密度大。
针对背景技术中存在的问题,发明人对现有技术进行了深入研究,基于重力沉降与颗粒密度关系及颗粒空隙填充方式,大密度的细颗粒下沉,且填充于粗颗粒周围,会形成由下至上由细至粗的砂粒分层级配状态,发明人巧妙的利用这种原理,将不同粒径级配与密度的砂分制成不同颜色,然后直接共混后作为细骨料拌制混凝土,静置后会自然的形成具有多层颜色的制品,在此基础上,在转印膜上预先印刷缓凝剂,就能在制品上实现不同的缓凝深度,不同的缓凝深度对应不同颜色不同粒度范围的砂层,待混凝土硬化后,揭开基膜,用水枪冲洗混凝土表面,由于水泥制品表面的缓凝程度不同,未凝固的水泥深度也不同,水冲刷后,在不同深度使不同颜色的砂层显露出来,从而呈现出多色调图案。
上述方法中,虽然预制了不同级配下不同颜色的砂,但不需要对缓凝剂分别配制转印油墨,分区打印,也不需要分制等复杂工艺步骤,操作难度低,工艺简单;不需要向缓凝剂中混入油墨,不存在颜色扩散导致图案变形的问题发生;利用砂在浇筑后自然分层的特点形成多层颜色,因而不会出现颜色混杂、图案精细度差的问题;除对砂进行级配以及颜色区分外,不添加新的组分、不增加新的工艺步骤,方案简单。
所述砂可以选自具有天然颜色的砂或者经人工染色后的砂,所述天然颜色的砂可以是中国红彩砂、黄玉彩砂、雪花白彩砂、宝石绿彩砂、青灰彩砂、宝石蓝彩砂等。
所述步骤a中,同种颜色砂的最大粒径与最小粒径之差不小于0.3mm,以保证每个颜色砂层能有效分层的且具有足够厚度,优选的,砂的粒度范围在0.15mm~2.36mm之间,根据设计图案颜色的数量需求设计级数,各级不同颜色砂会在浇筑后的混凝土中形成多层不同颜色的砂层,再根据砂层所处的不同深度,在基膜上打印能实现不同的缓凝深度的缓凝剂,缓凝深度与砂层所处的深度对应,从而得到有色彩的图案。
所述彩色骨料砂浆除了细骨料有颜色外,其它组份及配比与普通砂浆相同。
为了保证颜色的全面显现,制品中每个砂层的厚度最好不小于0.3mm,因而基膜上不同颜色区域的缓凝剂所能实现的缓凝深度的差值优选不小于0.3mm。
考虑到缓凝深度一般在0.1-3mm范围内,应该调整彩色骨料砂浆分层厚度以匹配缓凝深度,故彩色骨料砂浆厚度优选在3-5mm。此时的彩色骨料砂浆过薄,应待其初凝后浇筑新一层普通砂浆以增加厚度。考虑到彩色骨料砂浆与普通砂浆体积稳定的一致性问题,除了将彩色骨料换成级配相同的普通骨料外,普通砂浆的其它配比与彩色骨料砂浆完全一致。
为保证彩色骨料的分层,采用振动的方式加快骨料在砂浆中的运动,并提升砂浆流动性以减小骨料在砂浆中的运动阻力。优选的,振动时间大于20s,砂浆流动度大于130mm。
进一步的,虽然砂会在制品中形成多层结构,但发明人研究发现,这种多层结构界限并非绝对严格的,实际上也有少量细砂在中间或上层的砂层中存在,因此优选粒径大的砂选择深色调,粒径小的砂选择浅色调,这样即使当少量浅色细砂混入深色粗砂中时,也不会影响深色图案的清晰展现。
所述缓凝剂能实现不同的缓凝深度的方法有多种,如在不同色彩区域印刷不同厚度的缓凝剂、或者调节缓凝剂的不同浓度、或者使用具有不同缓凝效果的不同种类缓凝剂等。本领域技术人员可根据需要合理选择。
综上,本发明方法简单、操作难度低、生产周期短、制得的图案轮廓清晰、色彩丰富、具有良好的图案精细程度。
成果资料
 微信公众号
微信公众号
 下载app
下载app
Copyright © 2022 中国科学技术协会 版权所有 | 京ICP备16016202号-20
 京公网安备 11010202008974号
京公网安备 11010202008974号